兴安盟大型多功能冲剪机






- ¥7000.00
- 2024-11-28 11:40:55
- 多功能的冲剪机
- 李经理 15632963200
- 任县天马机械制造厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
联合冲剪机的维护保养:
1.联合冲剪机每次的使用都要按照其正确的,说明书上的操作规程进行操作,不能随意的碰触。
2.记得按时的去给联合冲剪机的工作部位进行润滑,润滑油应该选择清洁无沉淀的。
3.联合冲剪机的周围不要堆放杂物,按时检查表面的状况,并及时处理。
联合冲剪机的周围不要堆放杂物,按时检查表面的状况,并及时处理。
4.轴承的润滑油应该定期的进行更换,还要定期的检查电器线路是不是正常。
5.联合冲剪机在进行检查维修的时候要注意,一定要把电源关掉,等机子停下来的时候进行
6.联合冲剪机的刀具也要定期的检查,发现问题可以进行处理。
本实用新型公开一种角钢切断机,包括角钢切断装置,角钢切断装置包括安装在机架上的下底座和上冲头,上冲头与液压系统连接,下底座上设置有与角钢相配的 V 型凹槽,上冲头上设置有与凹槽相配的V型切刀,所述V型切刀的刀刃为锯齿状,在上冲头对应的机架两侧均设置有限位槽,上冲头卡进限位槽内,与上冲头接触的限位槽的两个凹面内嵌设有滚轮,滚轮的外缘伸出限位槽的凹面外与上冲头接触,在角钢截断装置的一侧还设置有角钢稳定装置。本实用新型的冲头的两侧卡在限位槽内,下坠时不会抖动,切断。
另外,由于在限位槽内设置有滚轮,上冲头与滚轮接触下坠,不会产生摩擦,避免上冲头在限位的同时,不会因为限位会有摩擦力而消耗能量。
从提高工、模具内在性能出发提高塑性
1.对使用一段时间后的模具、工具,定期进行预热处理,预热温度控制在金属的相变温度以下,这样对强度影响不大,但可消除应力集中,提高塑性。一般温度控制在300℃~400℃,然后用肉眼或探伤的方法进行表面检查,消除有关缺陷。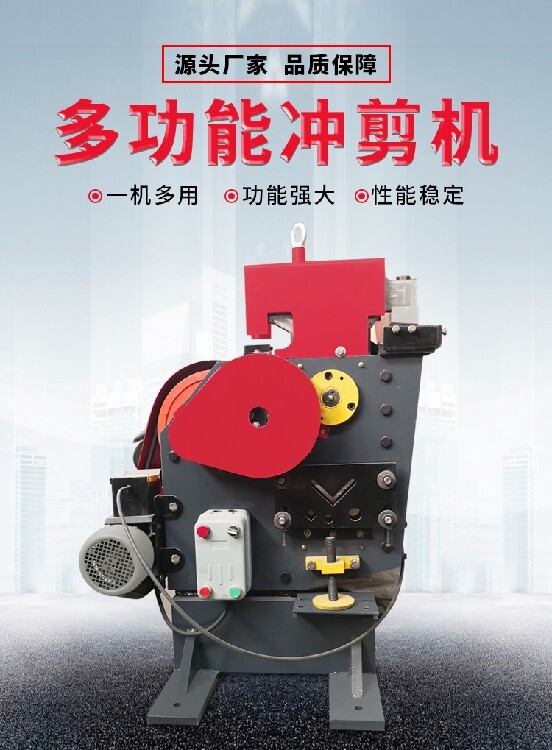
寒冷季节(室温低于10℃)每天开工前用200℃~300℃的温度预热模具、工具、锤头、滑块,减小变形抗力增强其塑性。
3.热加工用模具、工具的冷却要注意冷却水的温度不要太低,不要采用急冷,一般要冷却水的温度大于50℃。
角钢切断机工艺改进主要考虑的是减少应力集中,提高模具、工具的塑性。一般的情况下,应力集中越严重,越容易引起模具局部破损;模块的塑性越差,越容易造成模具裂纹。
- 多功能的冲剪机
- 冲床
- 李经理



